029-86699609
029-86699609
摘要:本文主要论述了合金元素硫、锰含量及其比例,微量元素钛和氮的控制,
以及孕育剂加入量等对灰铸铁组织和性能的影响。
关键词:灰铸铁;合金元素;微量元素;力学性能
In-neglected Technological Problems in Production of
High Strength Gray Cast Iron
Abstract: The paper mainly discussed the infulence of content of Surlfur andMangnese, Mn/S ratio, trace element, such as Ti and N, and addition of inoculant on the micro-structure and mechanical properties of high strengh gray cast iron.
Key Words: Gray iron,Alloy element,Trace element,Mechanical properties
据统计,2007 年我国铸件产量达到了 3000 万多吨,其中,灰铸铁占 60-70%。由于灰铸铁具有独特的性能特点,它在机械、机床、冶金、汽车等行业的应用中占有非常重要的位置。改革开放 30 年来,我国的灰铸铁生产技术水平获得了很大提高。但与国外先进国家相比,还存在着较大差距。在高强度灰铸铁生产过程中,我国大多数工厂比较注重五大元素、合金元素、熔炼温度、铸造工艺等因素的控制,这些因素的控制对提高灰铸铁的内在质量和外在质量是至关重要的。但是,还有一些其他因素没有引起人们足够的重视,这些同样对灰铸铁的质量有着重要影响,譬如,元素硫与锰的含量与比例,微量元素钛、氮的控制以及孕育剂加入量等细节的掌握。本文就这些因素对高强度灰铸铁组织和力学性能的影响进行讨论,抛砖引玉,以期引起人们的注意。
1 硫、锰的控制
(1)硫
过去,由于我国的灰铸铁和球墨铸铁大部分利用冲天炉熔炼,铁液的增硫比较严重,导致原铁液的含硫量较高,使得铸铁的铸造性能、力学性能降低,球化效果不好,所以,在人们的记忆中硫是一个有害元素。随着电炉熔炼工艺的发展,可以容易获得含硫量低的铁液,这对处理球墨铸铁非常有利。但是,有些工厂在灰铸铁生产中发现,电炉灰铸铁的材质性能还不如冲天炉好。因此,硫不能被简单的被认为是一个有害元素。
在灰铸铁生产中发现,硫量控制在一定范围内,随着硫量的增加,片状石墨长度变短,石墨形态变得弯曲,而且石墨的头部变得钝化,并细化共晶团,提高强度。
为什么硫在一定范围内,促进石墨化,改善石墨形态?硫在铁水中的溶解度很低,对 Fe—C 系平衡相图的影响不是很大。但硫降低碳在铁水中的溶解度,理应是一个促进石墨化的元素,实际上它对石墨化的影响比较复杂。硫对铸铁的凝固呈现双重作用[1],一方面,硫与 Mn、Sr、Ba 等元素形成硫化物,为共晶石墨的成核提供基底,增加共晶团数量;另一方面,硫作为表面活性元素,富集在结晶前沿,会抑制共晶团的生长,增加结晶过冷度,白口倾向增大。硫可溶于液态铸铁中,但不溶于凝固的奥氏体和共晶团中,所以适当的硫(0.04-0.10%S)富集于共晶团的边界而干涉原子的扩散,从而限制共晶团的生长,使石墨分枝减少,导致生成厚而短的片状石墨。当硫含量较低(<0.03%)时,结晶前沿硫阻挡层的限制较弱,同时, 缺乏硫化物石墨晶核,降低孕育效果,则易于生成大个共晶团的 D 型石墨和菊花状石墨。当铁液中的含硫量增加到 0.04-0.10%时,铸铁的孕育效果增强,同时铁水的表面张力б降低,铁水与石墨的湿润角θ减小,使得更多的硫化物基底成为石墨核心,共晶团数增加,A型石墨取代了 D 型石墨。当铸铁的硫量超过 0.11%,石墨由片状又逐渐返回到丛状 D 型石墨[2]。这是由于当含硫量较高时,硫对铸铁结晶生长的抑制作用加强,使结晶的过冷度加大,造成有利于过冷石墨生长条件,甚至产生白口组织。
经过大量生产和试验发现,将含硫量控制在 0.06-0.10%范围内,可以增强孕育效果,改善石墨形态,对提高灰铸铁强度是有利的,同时,又能改善铸铁的机加工性能[3]。对于电炉熔炼灰铸铁,经常遇到含硫量低的情况,必须采取增硫措施,才能获得优质灰铸铁件。
(2)锰
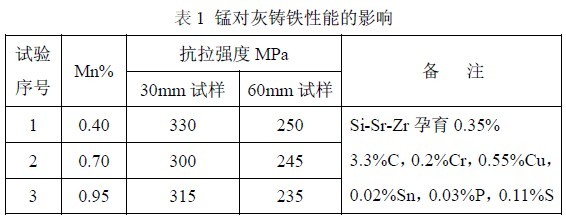
在普通灰铸铁中,锰一直作为合金元素控制基体的珠光体含量,通常认为加锰可以提高灰铸铁的强度和硬度。实际上,锰对灰铸铁的强度性能的影响具有双重作用[4]:一方面,锰能促进珠光体的形成,细化珠光体,有助于提高强度;另一方面,含锰量太高,影响铁液结晶时的形核,使共晶团数量减少,石墨粗大,甚至可能出现过冷石墨,从而使铸铁的强度降低。近年来,通过生产实践证明,灰铸铁强度并不是随锰量提高而增加,如在汽缸盖生产中,锰量增加,灰铸铁抗拉强度降低,如表 1 所示[5]。
 在铁液中,锰与硫化合形成 MnS,随着锰量增加,与锰结合的硫量就大,使铁液中的自由硫含量降低,抑制了硫的有利作用,石墨长度增加,端部钝化效果变差,导致铸铁性能下降。另外,形成的大量 MnS 夹杂物,一部分形成石墨核心,另一部分则会发生聚集,形成局部密集的 MnS 排列,消弱了基体的强度。因此,含锰量增加,灰铸铁的强度降低。
在铁液中,锰与硫化合形成 MnS,随着锰量增加,与锰结合的硫量就大,使铁液中的自由硫含量降低,抑制了硫的有利作用,石墨长度增加,端部钝化效果变差,导致铸铁性能下降。另外,形成的大量 MnS 夹杂物,一部分形成石墨核心,另一部分则会发生聚集,形成局部密集的 MnS 排列,消弱了基体的强度。因此,含锰量增加,灰铸铁的强度降低。
另外,有资料表明[6],锰对灰铸铁强度的影响与碳当量有关。当碳当量为3.65-3.95%时,其抗拉强度随着锰量的增加显著降低。当碳当量为 3.96-4.15%时,其抗拉强度随着锰量的增加有所提高。
(3)Mn/S 比
由于硫在灰铸铁中具有双重作用,同时,锰与硫化合形成的 MnS 又具有核心功能,但过多的 MnS 对灰铸铁的强度没有益处。所以,硫和锰的含量在铸铁中存在着相互制约的关系,即存在着一个合理的 Mn/S。通常认为,当S<0.2%时,以 Mn=1.7S+0.3 来考虑锰含量。
生产实践证明[6],Mn/S 对灰铸铁的性能有较大的影响。当CE 为 3.70%~3.85%时,σb 随 Mn/S 的增大而降低;当 CE 为 3.90%~4.05 时,σb 随 Mn/S 的增大先降低然后提高。当 CE 为 3.70%~3.95%时,Mn/S=3~5,抗拉强度较佳,取 Mn/S=4;当 S=0.07%~0.15%时,Mn 0.3%~0.6%。当 CE 为 3.96%~4.05%时,Mn/S=5~7,抗拉强度较佳,取 Mn/S=6,当 S=0.07%-0.15%时,Mn 0.4%~0.9%。
2 钛的控制
钛是强烈形成碳化物,与碳、氮、氧具有很强的化学亲和力,形成 TiN、TiC、或 Ti(N C),其硬度极高(TiC 3200Hv,VC 2800Hv),常以颗粒状存在于铸铁基体中。少量的Ti可以细化石墨,但随着钛含量的增加,D型石墨增多,并且,Ti 分布在D型石墨区域。当 Ti 含量超过 0.15%,D型石墨达到 95%。Ti 对灰铸铁抗拉强度有较大的影响[7]。当含 Ti 量在 0.13%以下时,灰铸铁的抗拉强度随含 Ti量的增加而下降,含 Ti 量为 0.13%时,出现了最低值 222.20MPa;当含 Ti量大于 0.13%时,其抗拉强度随含 Ti 量的增加而升高,当含 Ti 量增加到 0.36%时,抗拉强度升高到 271.79MPa。Ti 对灰铸铁硬度也有较大的影响。当含 Ti 量在0.04%以下时,随 Ti 量的增加硬度下降;当含 Ti 量大于 0.04%时,其硬度随含 Ti 量的增加而增加;当含 Ti 量为 0.36%时,硬度高达 226HB。
Ti 含量小于 0.03%时,铁液的白口倾向减小,具有提高灰铸铁冶金质量指标的趋势。值得注意的是,含钛量的大小对灰铸铁的加工性能影响较大[8]。随着钛含量的增加,刀具磨损严重,同时,影响加工铸件的表面光洁度。
3 氮的控制
一般情况下,氮在灰铸铁中含量较低,生产单位大都不具备化验氮的手段和仪器,所以,它对灰铸铁的作用没有引起人们的足够重视。研究表明[9],氮对灰铸铁的组织有较大的影响,主要作用表现在两个方面:一是对基体组织的影响;二是对石墨形态的影响。
氮降低灰铸铁的共析转变温度,并使得共析转变温度区间加大[10]。氮对灰铸铁基体的影响表现在三个方面:一是氮可以使初生奥氏体枝晶臂间距减小;二是氮作为碳化物稳定元素,促进铸态珠光体的含量增加和稳定性;三是有效地促进共晶形核,细化基体组织,增加珠光体和铁素体的显微硬度。氮对铸铁石墨的形态、数量、分布有很大影响。日本张博等人的研究表明,铸铁中吹入氮气,不加入任何球化元素,可以使石墨球化。对于普通灰铸铁,加入适量的氮可使得片状石墨长度缩短、弯曲程度增加、端部钝化、长宽比减小。因此,灰铸铁中含有一定的氮,可显著提高强度和硬度。
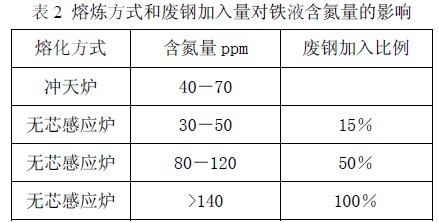
生产实践证明,在相同化学成分条件下,冲天炉熔炼铁液浇注的铸件力学性能低于电炉熔炼。通常认为,其原因是冲天炉铁液温度低,存在着炉料遗传问题。实际上,这与铁液的含氮量有关。冲天炉熔炼时,由于使用生铁量较多,而高碳生铁的含氮量较低,一般冲天炉灰铸铁中的含氮量为 40-70ppm[11]。通常废钢的含氮量比铸造生铁高的多,用感应电炉熔炼铸铁时,炉料中所用生铁较少,废钢比例较大,另外,电炉熔炼多使用增碳剂,而大多数增碳剂中氮含量较高,所以,感应电炉熔制的灰铸铁含氮量比较高。一般,炉料中废钢比例越大,铸铁中含氮量越高,如表 2 所示[11]。
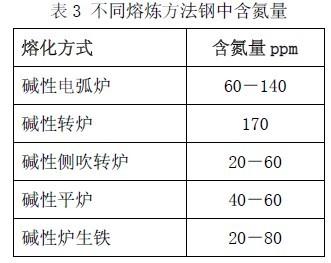
另外,需要指出,不同炼钢工艺获得的废钢的含氮量也是不同的,如表 3 所示。
氮是廉价的资源,对改善灰铸铁的组织和力学性能具有积极的作用,在当今铁合金价格飞涨的形势下,有效利用氮对灰铸铁进行微合金化是值得重视的技术。但是,也应该充分注意过量的氮将造成气孔甚至微观裂纹缺陷。因此,在氮的应用中,应注重其科学性,充分合理地利用氮的积极作用,尽量避免其消极作用。
4 孕育剂加入量控制
孕育处理是高强度灰铸铁生产中的重要技术环节。孕育的主要目的是:促进石墨化,减少白口倾向;改善断面均匀性;控制石墨形态,减少过冷石墨,获得细小的 A 型石墨;增加共晶团数量;改善力学性能和其他性能。
由于孕育可显著提高共晶团数量,有些工厂为了提高灰铸铁的强度,认为孕育剂加入量越多越好,有的达到 0.8-1.0%。实际上这是一个错误的认识。孕育剂加入量是孕育工艺中必须考虑的一个重要因素。加入量太少,将导致孕育不足产生白口和硬度太高的现象,从而使力学性能和加工性能降低。但是,孕育剂加入量过多,并不能增加孕育效果,可能带来以下不利影响:过多的孕育剂加入量,使铁液降温增加,可能造成熔化不完全,增加夹渣的可能性;使铁液的收缩量加大而产生缩孔的可能性加大;由于共晶团数过多,导致粥状凝固,石墨化膨胀增加产生型壁位移,而易产生缩松,造成铸件的渗漏。
生产实践发现[3],有意识的降低原铁液的含硅量而加大孕育量,灰铸铁的力学性能并不比高硅原铁液通过适量孕育得到力学性能好。一般认为,对原铁液尽量控制较高的含硅量,将孕育量控制在 0.4%左右为宜。
通常所讲的强化孕育处理,不是指加大孕育剂用量,而是指选择合适的优质孕育剂,改进孕育工艺方法,如长效孕育剂、随流孕育、型内孕育等。
5 结束语
当前,随着原材料价格上升,市场竞争的更加剧烈,灰铸铁作为一种传统的金属结构材料,正面临着质量、性能和价格的严重挑战。铸造企业应顺应灰铸铁材质高强度化、高附加值化和工艺稳定化的趋势,提高铸件质量,加大技术开发力度,籍以全面提升产品和服务质量,增强市场竞争力,提高技术经济效益。
在灰铸铁的生产过程中,以往人们只注重常规五大元素对铸铁材质的影响,而对其他一些微量元素的认识不足,仅仅有的也是一个定性认识。近年来,由于铸造技术的进步,熔炼设备也在不断的更新,当前焦炭价格节节攀升,冲天炉熔炼成本逐渐增加,很多企业正在考虑用电炉代替冲天炉熔化铁液。电炉熔炼固然有其冲天炉不可比拟的优点,但电炉熔炼也失去了冲天炉熔炼冶金反应好的一些优点。这样,某些微量元素对灰铸铁组织和性能的影响也就反映出来。因此,要想获得优质灰铸铁件,除了严格控制常规工艺外,对于其他容易被人们忽略的技术问题,如硫、锰、微量元素的控制,以及孕育剂加入量等应给予足够的重视。
参考文献
1. 王春棋,硫和铸铁孕育的关系,现代铸铁,1993(1):41-44
2. 刘金海 李国禄 郝晓燕 刘根生,硫对 NI-1 型奥氏体灰铸铁组织和性能的影响,2003 中国铸造活动周论文集,江苏,南京 2003.10.
3. 康宽滋. 汽车发动机灰铸铁缸体与缸盖铸造生产工艺活用之我见,铸铁缸体
缸盖铸造生产技术研讨会论文集,杭州,2007 年 12
4. 中国铸造协会. 灰铸铁的组织和几种合金元素的影响,李传栻文集,2007 年7月
5. 逄伟. 提高 HT300 缸体缸盖铸件材料性能的方法,铸铁缸体缸盖铸造生产技术研讨会论文集,杭州,2007 年 12
6. 刘佑平. 锰、硫对灰铸铁力学性能的影响. 热加工工艺,2001(2):52-53
7. 林小瑛,卢月美,李树江,陈绍春.钛在灰铸铁中行为的研究.现代铸铁,2001(4):14-16
8. 张元好,曾大新,刘建勇,何汉军.微量钛对灰铸铁加工性能影响.中国铸
造装备与技术.2004(4):17-20
9. 翟启杰 马蕊 胡汉起. 灰铸铁中的氮. 钢铁研究学报.1990,2(3):89-93
10. 翟启杰. 氮在铸铁中的作用及含氮高强度灰铸铁. 现代铸铁,2001(2):27-34
11. 中国铸造协会. 用感应电炉熔炼灰铸铁时的一些冶金特点,李传栻文集,2007
年7月